




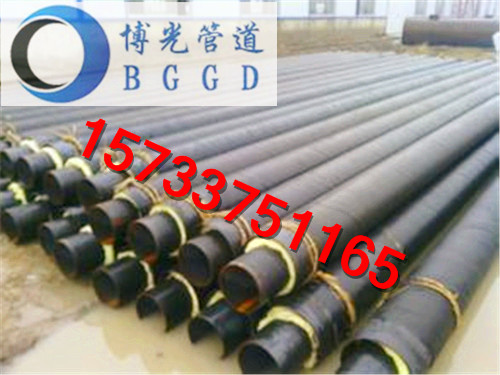
聚氨酯直埋保温钢管技术参考资料
聚氨酯直埋保温钢管工艺特点:
1.抛丸除锈:
抛丸除锈机、除尘器、上管机、下管机、输管机应在车间外布置。
将待抛丸除锈的钢管顺序送至上管机→开启上管机→输管机→抛丸除锈机→除尘器钢→管的运行速度调整→抛丸量调整→抛丸效果达到钢管表面糙化并呈现出原金属光泽→下管机。
2. 聚氨酯发泡保温钢管管及支架捆扎:
A.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B.抛丸处理后的钢管(下管机)→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
C.聚氨酯直埋保温管将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
特别要注意的是聚氨酯直埋保温钢管一般的埋设深度是在0.8-1米之间。不宜太深或者是太浅。太深的话深层土壤的温度骤减,导致工作钢管流体温度降低,影响了保温效果。太浅了,由于外套管是聚乙烯塑料管,会造成路面上的重物破坏保温结构。选择其他的参考因素有设计院的设计以及具体位置的地形决定的。
公司销售热线:15733751165 0317-5129705 技术咨询:http://www.hbbgbw.com/jishu/
公司精品推荐:聚氨酯保温钢管 钢套钢保温钢管 黑夹克皮保温钢管
聚氨酯保温钢管(下图)
0317-6361165
